Cermet is a heterogeneous composite material composed of a metal or alloy and one or several ceramic phases, of which the latter accounts for about 15% to 85% (volume). At the same time, at the preparation temperature, the metal and ceramic phases The solubility between them is quite small. The TiC(N)-based cemented carbide used to […]
Collet is a device for clamping cylindrical workpieces, mainly used in machining processes on machine tools. It is characterized by uniform clamping force, a wide range of clamping diameters, and the ability to adapt to workpieces of different diameters. Collet consists of a clamping barrel and a clamping ring. Its advantages are simple operation and […]
Thread mill is a tool used for milling threads and spiral grooves. In machining, it is widely used in automobile parts, aviation parts, electronic components and other fields. According to different structural forms, thread milling cutters can be divided into two types: single teeth and three teeth. The difference between single teeth and three teeth 1. Cutting efficiency The cutting […]
Roughing is a critical stage in the machining process. Its main purpose is to quickly remove excess material from raw materials or semi-finished products to form parts that are close to their final shape. Reasons for roughing include: 1. Improve production efficiency: Roughing usually uses larger cutting depth and feed rate, which can quickly remove […]
Spiral taps and straight flute taps are two common thread processing tools, each with different characteristics and applicable scenarios. Spiral Tap features: 1. Suitable for processing blind hole threads, chips are discharged backward, which helps to improve chip removal efficiency. 2. The selection of the helix angle depends on the material characteristics. For example, when […]
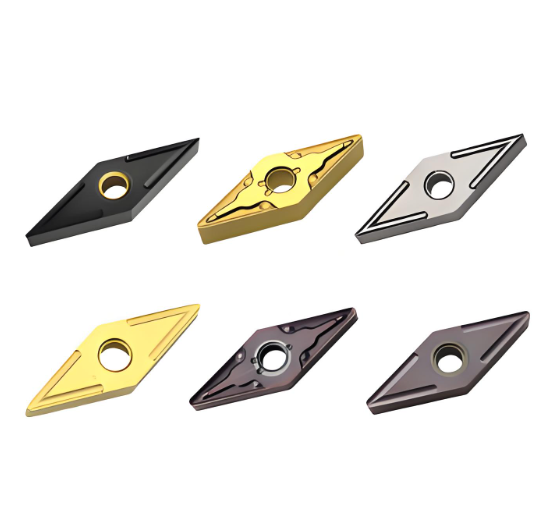
Coating is a technology that applies one or more thin films to the surface of a milling cutter to improve the performance and life of the milling cutter. Common coating materials include titanium, titanium nitride, titanium carbide, etc. The coating process usually uses physical vapor deposition (PVD) or chemical vapor deposition (CVD) methods.Compared with the […]
There are some significant differences in design, material selection, geometric parameters and coatings between end mills for plastics and end mills for steel and aluminium, which are designed to suit the machining characteristics and requirements of different materials. 1. Material selection: End mills for plastics are usually made of high-speed steel or carbide, sometimes with […]
In order to let everyone better understand the meaning of each letter of the boring tool specification, we have made this table with detailed examples. We hope it will be helpful for everyone to understand the boring tool. If you have any questions, please contact us. All specifications can be customized. Example: MTR-1-RO.05-L4 M […]
Boring tool is a specialised tool for roughing, semi-finishing or finishing existing holes, mainly used for cylindrical hole machining of workpieces such as boxes, brackets and machine seats. Boring tools can be used on boring machines, lathes or milling machines with one or two cutting sections and are suitable for operations such as bore machining, […]
High-performance high-speed steel refers to a new steel type that adds alloy elements such as carbon, vanadium, cobalt or aluminum to general-purpose high-speed steel. 1. High-carbon high-speed steel has a carbon content that is 0.20% to 0.25% higher than that of similar general-purpose high-speed steel, causing all the alloying elements in the steel to form […]