Although centring and spotting drills are similar in name, they are two different drilling tools, and their main application scenarios and principles are also different. I. Definition and characteristics of centring drill Centring drill is a kind of drilling tool used for drilling holes, also known as heart drill and arbor drill. The principle is […]
In actual production, chip processing and transportation are important issues that need to be solved. The main factor affecting the processing and transportation of chips is the shape of the chips. Therefore, the chips need to be classified according to their macroscopic shape. Depending on the workpiece material, tool geometry parameters and cutting amount, the […]
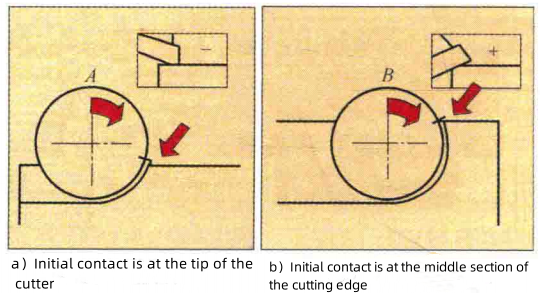
The cutting edge of a milling cutter undergoes an impact load, which varies in magnitude and direction, with each entry into the workpiece. This impact load is determined by the material of the workpiece, the cross-sectional area of the cut, and the type of milling operation. Such an impact load is a test for the […]
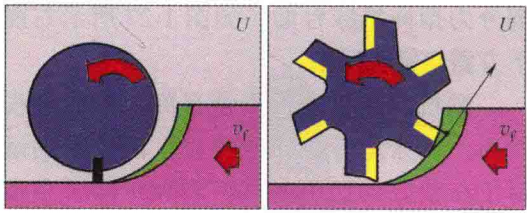
Climb milling refers to a machining method in which the movement direction of the tool teeth is the same as the tool feed direction when the tool rotates, as shown in Figure A. During climb milling, the cutting thickness (green area in Figure A) is maximum when the tool tip starts to contact the workpiece, […]
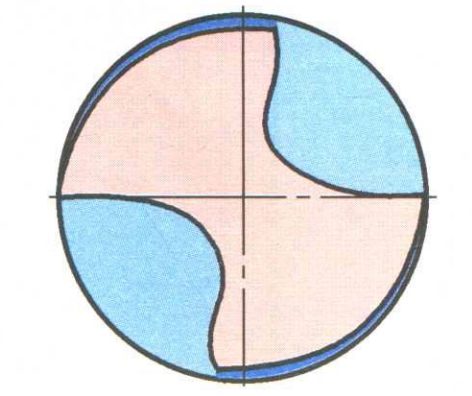
Figure A shows a cross-section of a drill bit in a hole being drilled. The pink colour shows the area of the drill bit and the blue colour shows the chip space of the drill bit (the space from which all the chips produced during drilling need to exit). The difficulty with drilling is that […]
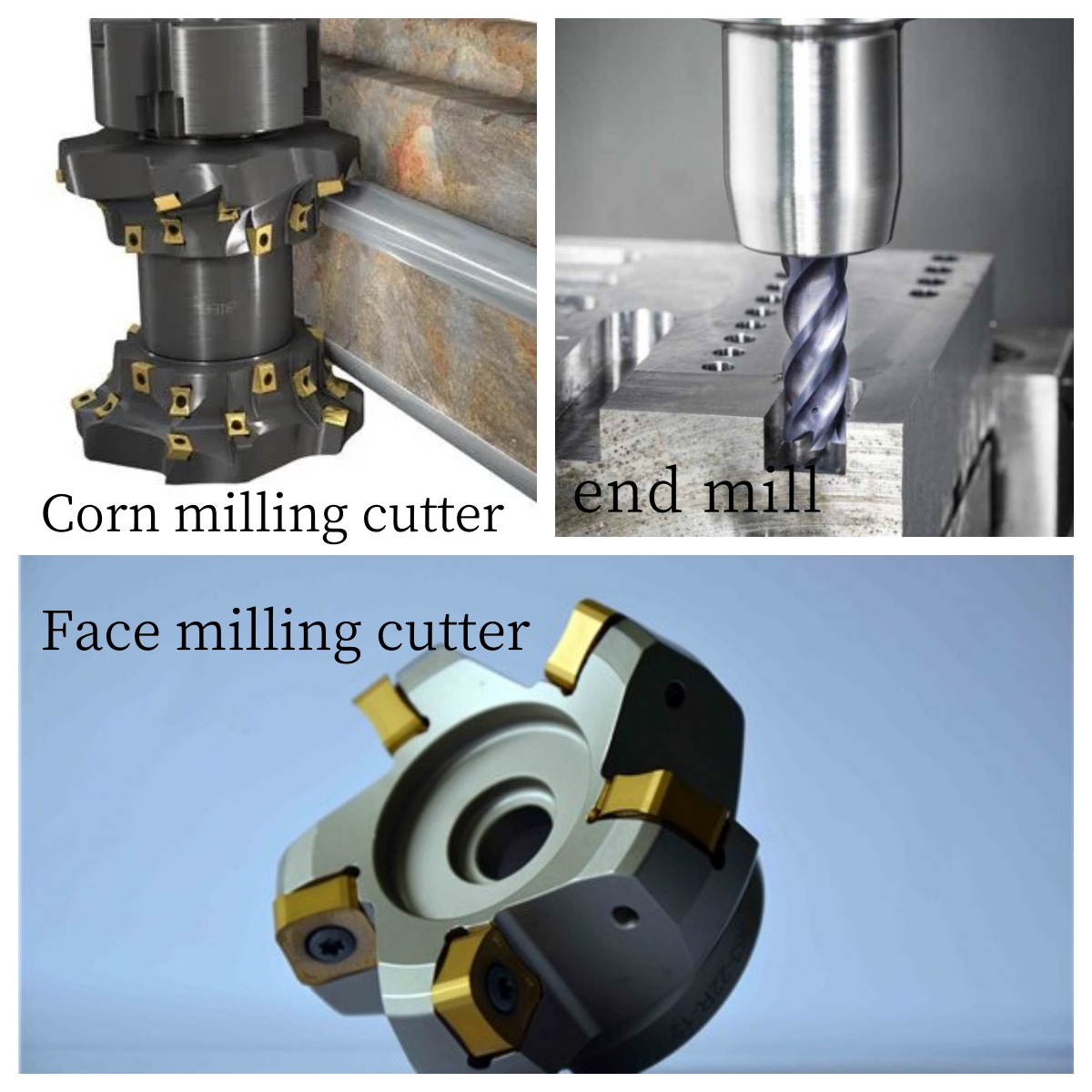
1. milling plane Plane milling uses the circumferential edge or end edge of the milling cutter to feed in a direction parallel to the workpiece plane to form a plane parallel to the feed direction of the workpiece, as shown in Figure 1-1. 2、milling groove Milling groove (usually refers to milling at least one section […]
1. Chip discharge mode: Straight flute taps: The cutting edge is straight and has no helical rise angle, so the chips generated during the tapping process are discharged in a straight direction, usually suitable for through-hole thread processing. Since the chips are discharged directly downwards, for long through holes and continuous production, poor chip removal […]
Alloy Screwdriver Tap Installation, Punching Off and Unscrewing 1、Installation In general, a manual installation spanner should be used to install the wire sleeve. Wire nut into the installation spanner, rotate the mandrel so that the wire nut through the installation of the spanner on the guide threads screwed into the bottom hole, and make it […]
1、Choose the best hole bottom size This is the most important tip. Look, the tap tapping bottom hole needs to match the bottom hole size. Generally, the corresponding bottom hole size range will be given in the sample. Please note that this is the range. It's important to realize that there is no single tap […]