

1、Choose the best hole bottom size
This is the most important tip. Look, the tap tapping bottom hole needs to match the bottom hole size. Generally, the corresponding bottom hole size range will be given in the sample. Please note that this is the range. It's important to realize that there is no single tap and drill size. Different drill bit sizes result in different thread percentages.
Here's the kicker: 100% thread is only 5% stronger than 75% thread, but requires three times the torque. Therefore, for slightly smaller threaded holes, if the torque is too high, you can easily break the tap, so it is not recommended to buy second-hand taps.
Because the used taps have already withstood uncertain torque, and the quality control is different, it is difficult to ensure the processing accuracy (some friends have consulted about second-hand taps before). Don't just look at the cost of using a single tool, it is recommended to consider the comprehensive cost.
The recommended drill bit size is almost always 75% thread. This provides a lot of power, but also gets into over-torque territory

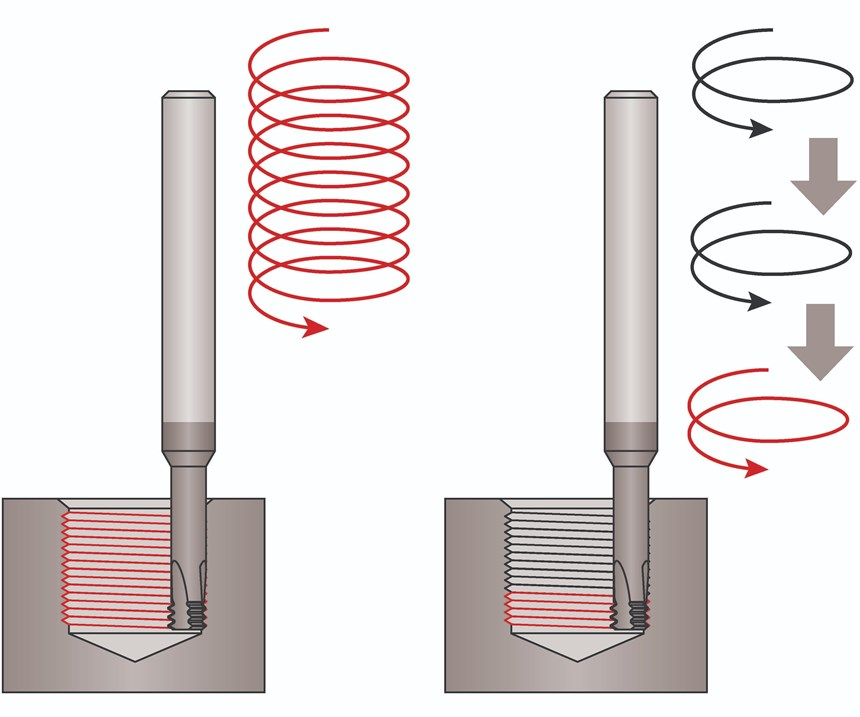
2、Use extrusion taps whenever possible
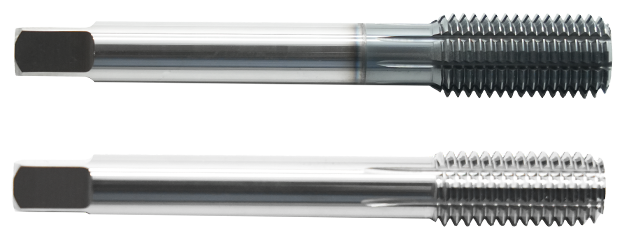
Extruding taps will not produce iron filings, but will extrude the material to be processed. The most common cause of taps is that they become clogged with their own chips, which is not possible with extrusion taps. Extrusion taps also have a larger cross-section, so the tap itself is stronger than cutting taps.
Extrusion taps have two disadvantages. First, tap extrusion cannot be used on hard materials. Your processed material can reach a hardness of 36 HRC. It's a lot more than you might think, but there's definitely some material that's extruded. Second, some industries do not allow extrusion of taps because the process can create voids that can trap contaminants on the threads. Pressure tapping also causes increased stress on the threads.
3、Other tools may be considered
For certain difficult-to-machine materials or high value-added parts, always consider thread milling rather than tapping.
Thread mills last longer than taps, despite their slower cutting speeds. You can thread closer to the bottom of the blind hole, and single thread mills can machine threads in a variety of sizes. Additionally, thread mills can be used with harder materials than taps.
For materials over 50 HRC, a thread mill may be the only option. Finally, if you accidentally break a thread mill, the thread mill will be smaller than the hole in the part being machined, so it won't break in the part like a tap would, even if it's handled properly.
4、Consider using a specially formulated tapping lubricant
Most machine coolants, especially water-soluble coolants, are not suitable for tapping because the lubricity of oil is relatively better than that of water.
If you have machining problems, try using a special tapping lubricant. Place it next to the machine tool, get him a container to fill it in, and program the G code to automatically dip the tap into the cup. Or you can try coated taps to increase lubricity through a coating.
5、Use the correct tapping tool holder

Let’s talk about tool holders for tapping. First, use a square shank that locks inside the tapping tool holder so it doesn't turn in the holder. Because tapping requires a lot of torque, it helps to have a proper lock on the tool holder. You can achieve this with a tap chuck or a special ER tap chuck.
Second, even if your equipment supports rigid tapping, consider floating toolholders. Floating toolholders are a must without rigid tapping, but they extend tapping life even in most rigid tapping situations. This is because the machine tool is limited by the acceleration of the spindle and axis and cannot synchronize the tap with the thread being processed. There is always some axial force pushing or pulling. Floating toolholders relieve stress caused by lack of synchronization.
6、Use spiral fluted taps in appropriate situations
If you are machining a blind hole, a lack of chip evacuation is probably the most common cause of tap breakage. That's why we use spiral fluted taps. They expel the iron filings upward. Please note that spiral flute taps are not as impact resistant as the more common tip taps and are recommended for blind hole machining.
7、Pay attention to the processing depth

Speaking of blind holes, my seventh and final tip is to pay attention to the depth of the blind holes.
Hitting the tap against the bottom of the blind hole will almost certainly break the tap. A lot of people don't know this, but you can calculate how much clearance you should leave at the bottom (I'll write an article later to answer this question), and it may be more than you think.
Taken together, the above are 7 problems that affect tap breakage. Maybe the points I mentioned cannot completely cover the possibility of breaking taps and knives. If you have other good suggestions, you can leave us a message in the comment area so that we can communicate, grow and make progress together.
Regarding global tap brands and channels, the editor cannot say that I know everything, but I know a little bit about it. I hope to have the opportunity to help you in need.
