Ordinary high-speed steel is divided into tungsten-based high-speed steel and tungsten-molybdenum-based high-speed steel. 1. Tungsten-based high-speed steel (W18 for short) contains less vanadium and has good sharpening processability. The tendency of overheating during fire is small, and heat treatment control is easier. The steel grinding performance and comprehensive performance are good, and the versatility is […]
In practice, in order to judge the wear of the tool more conveniently, accurately and intuitively, the tool life is generally used to indirectly reflect the bluntness of the tool. The cutting time of a sharpened tool from the start of cutting until the wear amount reaches the blunt standard is called tool life, and […]
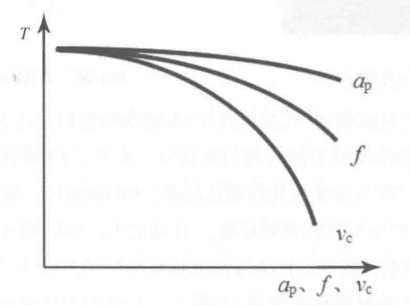
1. The higher the strength and hardness of the workpiece material, the more work is consumed during cutting, the more cutting heat is generated, and the higher the cutting temperature is. The greater the thermal conductivity of the workpiece material, the more heat is transmitted through the chips and the workpiece, the […]
When selecting the appropriate thread milling cutter, several factors need to be considered, including the type of thread to be machined, material, precision requirements, production volume, machine tool capabilities, etc. Here are some key points to help you make the right choice: 1. Thread Type and Size: Determine whether the thread to be machined is […]
Although centring and spotting drills are similar in name, they are two different drilling tools, and their main application scenarios and principles are also different. I. Definition and characteristics of centring drill Centring drill is a kind of drilling tool used for drilling holes, also known as heart drill and arbor drill. The principle is […]
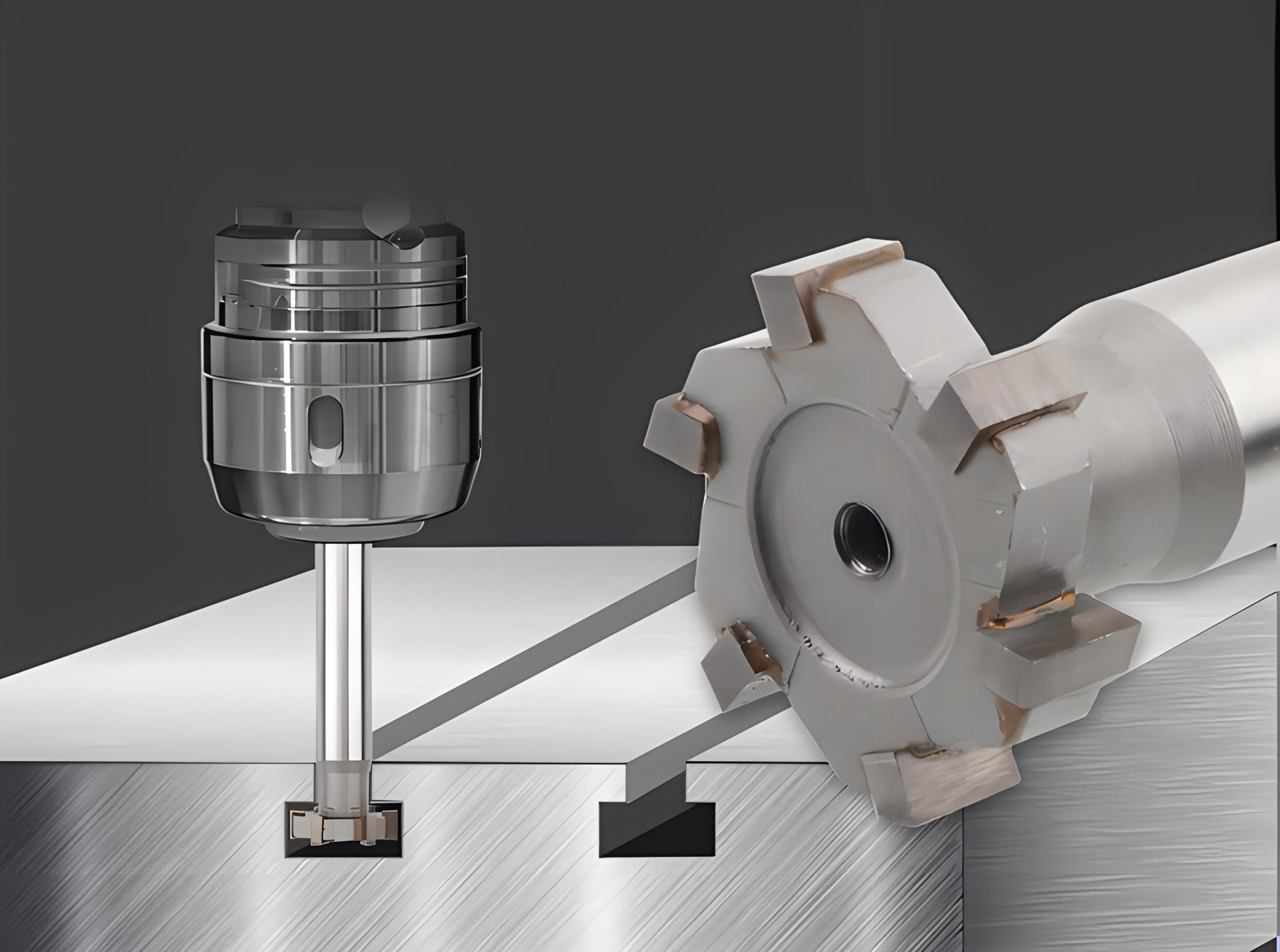
Better not to do that! Because the T-shaped cutter does not have a spiral chip flute, the chips cannot be discharged smoothly when grooving, and the cutter can easily break! Besides, the cutting performance of forming tools is not as good as that of end mills, they are just relatively convenient! It is recommended to […]
1. First correct the position of the workpiece to ensure that the T-shaped groove is consistent with the feed direction of the workbench. 2. Use a dial indicator to correct the position of the upper plane of the workpiece to ensure it is parallel to the work surface. 3. Follow the steps to use the […]
In actual production, chip processing and transportation are important issues that need to be solved. The main factor affecting the processing and transportation of chips is the shape of the chips. Therefore, the chips need to be classified according to their macroscopic shape. Depending on the workpiece material, tool geometry parameters and cutting amount, the […]
The cutting edge of a milling cutter undergoes an impact load, which varies in magnitude and direction, with each entry into the workpiece. This impact load is determined by the material of the workpiece, the cross-sectional area of the cut, and the type of milling operation. Such an impact load is a test for the […]
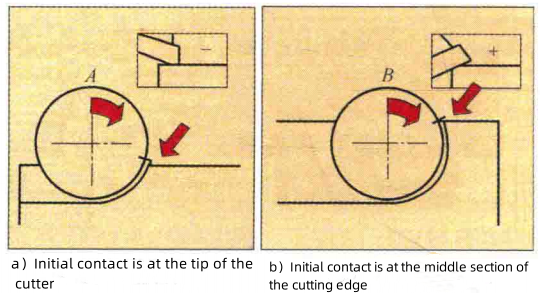
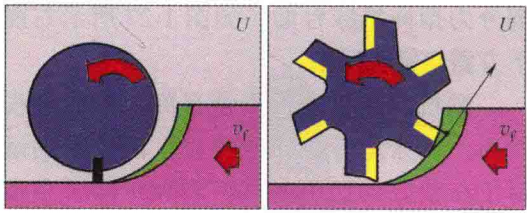
Climb milling refers to a machining method in which the movement direction of the tool teeth is the same as the tool feed direction when the tool rotates, as shown in Figure A. During climb milling, the cutting thickness (green area in Figure A) is maximum when the tool tip starts to contact the workpiece, […]