

The milling methods for V-Slot and T-Slot are as follows:
I.V-Slot and their milling methods
1. Main technical requirements for V-Slot
(1) The center plane of the V-Slot should be perpendicular to the reference surface (bottom surface) of the rectangular body.
(2) The two side faces of the rectangular body should be symmetrical to the center plane of the V-Slot.
(3) The sides of the narrow slot of the V-Slot should be symmetrical to the center plane of the V-Slot. The bottom of the narrow slot should slightly exceed the extended intersection line of the two side faces of the V-Slot.
2. Milling methods for V-Slot
(1) Adjust the vertical milling head and use a vertical milling cutter to mill the V-Slot: For V-shaped with an included angle greater than or equal to 90 degrees, the vertical milling head can be adjusted on a vertical milling machine to mill the V-Slot with a vertical milling cutter. Before milling, the narrow slot should be milled first, then adjust the vertical milling head and use a vertical milling cutter to mill the V-Slot. After milling one side of the V-shaped surface, release the workpiece, turn it 180 degrees, clamp it again, and then mill the other side of the V-shaped surface. Alternatively, the vertical milling head can be adjusted in the opposite direction to mill the other side of the V-shaped surface. During milling, the reference surface of the fixture or workpiece should be parallel to the transverse feed direction of the worktable.
(2) Adjust the workpiece to mill the V-Slot: For V-shaped with an included angle greater than 90 degrees and low precision requirements, one side of the V-Slot can be corrected according to the marking to be parallel with the worktable surface and clamped, milled on one side, then re-corrected and clamped again on the other side, and milled into shape. When the included angle is equal to 180 degrees and the size is not too large for the V-Slot, it can be milled into shape in one clamping.
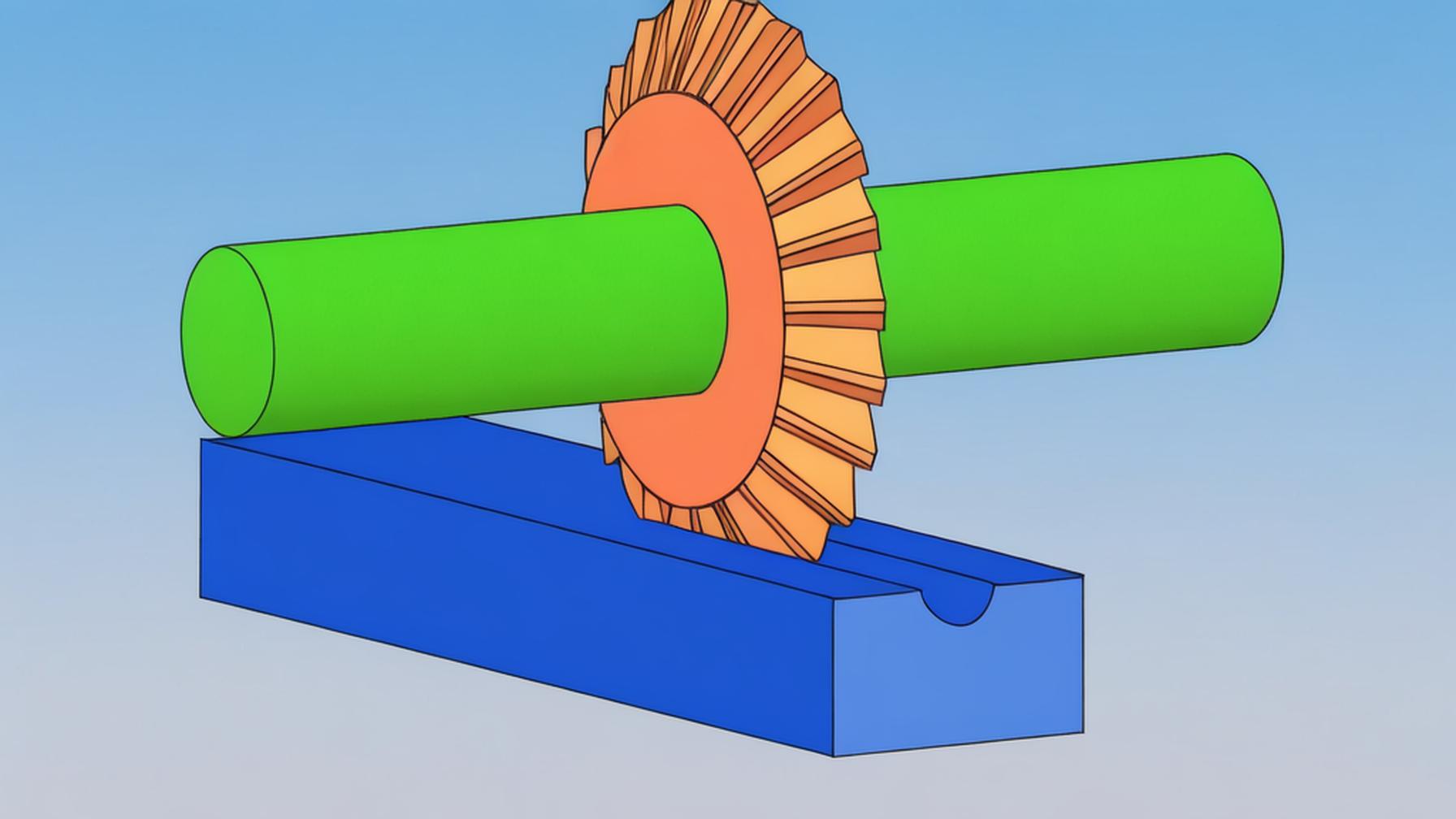
(3) Use an angular milling cutter to mill the V-Slot: For V-shaped with an included angle less than or equal to 90 degrees, a symmetrical double-angle milling cutter with the same angle is generally used to mill on a horizontal milling machine. Before milling, a narrow slot should be milled with a saw blade milling cutter first, and the reference surface of the fixture or workpiece should be parallel to the longitudinal feed direction of the worktable.
If there is no suitable symmetrical double-angle milling cutter, two single-angle milling cutters with opposite cutting edges and the same specifications can be combined for milling. When combining, an appropriate thickness (less than the width of the narrow slot) spacer or copper skin should be placed between the two single-angle milling cutters, or the cutting edges of the two single-angle milling cutters should be staggered to avoid clamping the end cutting edges of the milling cutter.
II. T-Slot and their milling methods
1. Main technical requirements for T-Slot
(1) The width size accuracy of the straight slot of the T-Slot slot, the reference slot is IT8 level, and the fixed slot is IT12 level.
(2) The two side faces of the straight slot of the reference slot should be parallel (or perpendicular) to the reference surface of the workpiece.
(3) The two side faces of the bottom slot should be basically symmetrical to the center plane of the straight slot.
2. Milling methods for T-Slot
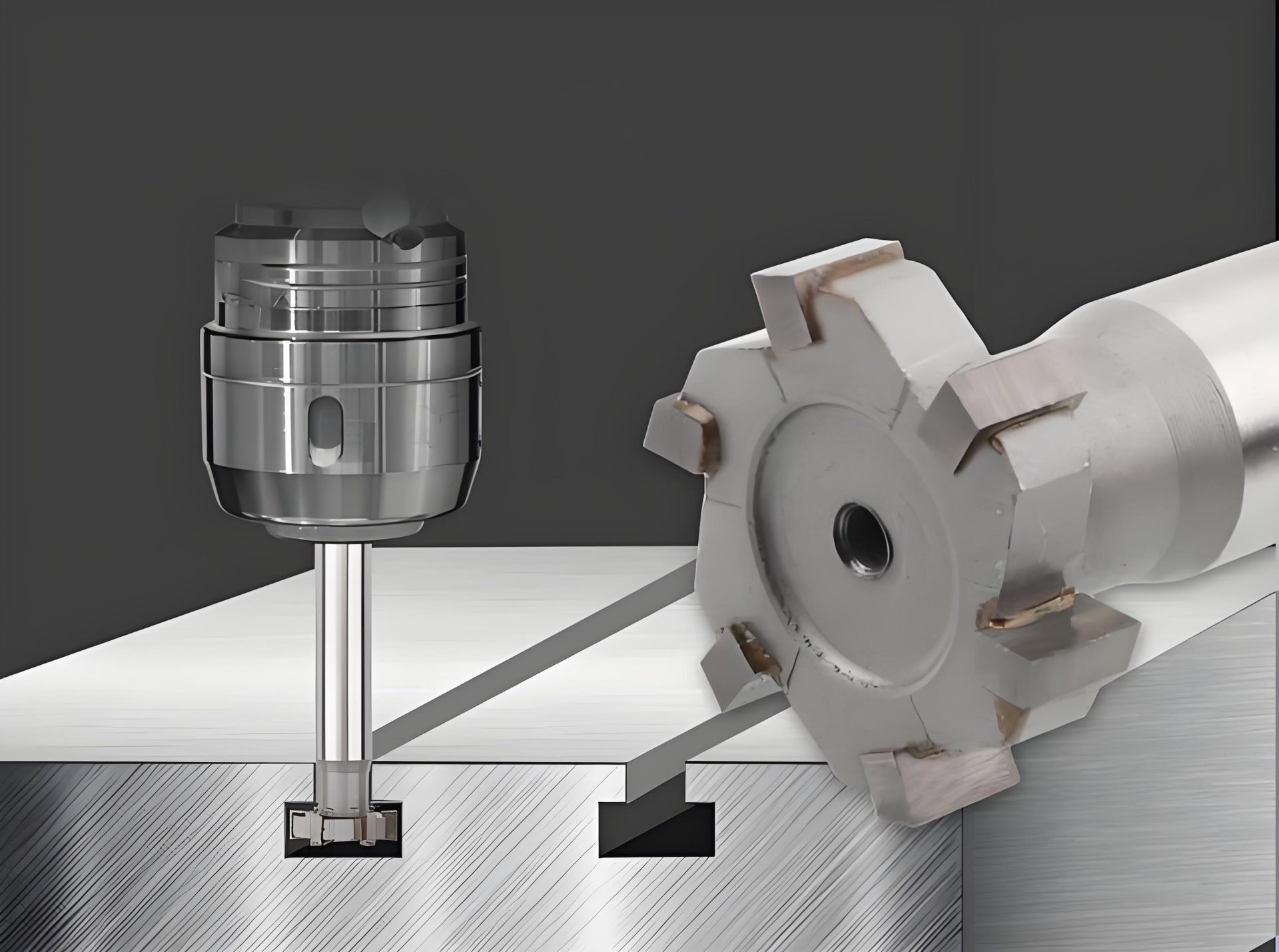
Generally, the milling of T-Slot starts with milling the straight slot with a three-edged milling cutter or a vertical milling cutter, leaving about 1mm of allowance for the depth of the slot. Then, on a vertical milling machine, use a T-Slot slot milling cutter to mill the bottom slot, milling the depth to the required level, and finally, use an angular milling cutter to chamfer the slot mouth.
The T-Slot slot milling cutter should be selected according to the width size of the straight slot. The neck diameter of the T-Slot slot milling cutter is the basic size of the T-Slot slot.
3. Matters needing attention when milling T-Slot
(1) When the T-Slot slot milling cutter is cutting, the cutting part is buried inside the workpiece, the chips are not easy to discharge, and it is easy to fill the chip slot (plug the knife), causing the milling cutter to lose cutting ability, which may lead to the milling cutter breaking. Therefore, the knife should be retracted frequently to clear the chips in time.
(2) When the T-Slot slot milling cutter is cutting, the cutting heat is not easy to dissipate due to poor chip discharge, which can easily cause the milling cutter to anneal and lose cutting ability. Therefore, when milling steel parts, sufficient cutting fluid should be applied.
(3) When the T-Slot slot milling cutter is cutting, the cutting conditions are poor, so a smaller feed and lower cutting speed should be used.
