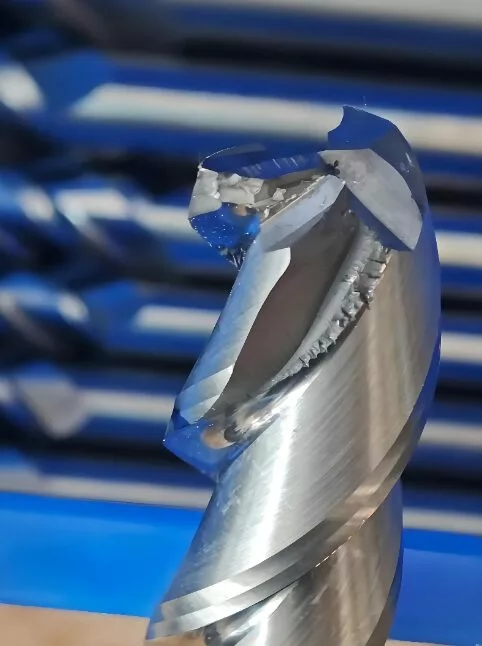
Chipping of milling cutters is a common failure affecting production efficiency and product quality in mechanical processing. As typical failure modes, tool tip chipping, middle cutting edge chipping, and large-area chipping have significant differences in their causes. Accurately distinguishing the inducing factors of these three types of chipping is crucial for quickly troubleshooting problems and optimizing processing technology. Combined with authoritative industry data, this article systematically analyzes the differences in the causes of the three types of chipping.